

开篇语
各位小伙伴,你们好。
本期与您介绍AIAG MSA手册中对线性分析的推荐方法(就称作回归法吧)。通常情况下,偏倚和线性分析是同时进行的,原因在于线性分析是分析偏倚在量具的量程范围内的表现,可包含某具体测量值的偏倚。比如数显卡尺的工作标称范围是0-25cm,企业可能会应用 5、10、15、20几个测量点,此时会考虑各点偏倚以及线性的变差情况。前面文章已对“偏倚”研究做了两种方法的介绍,本期对线性分析的学习过程做概括性介绍。
MSA线性相关概念

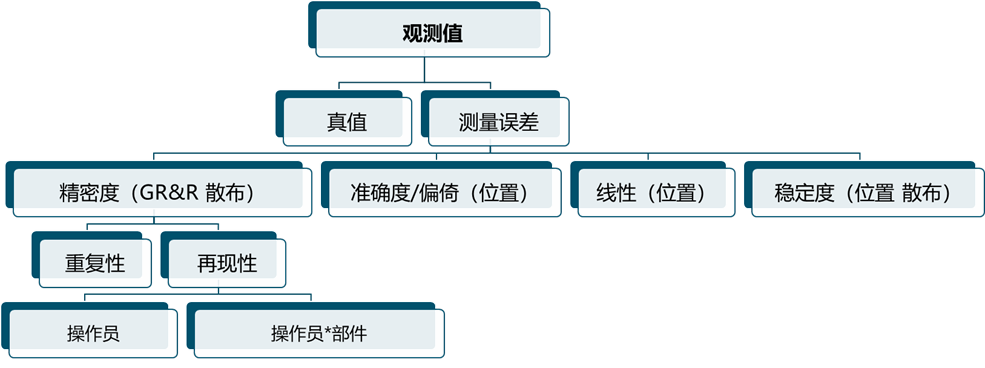
1. 如图所示,“线性”是偏倚在工作范围内或标称范围内的变化;
2. 这里请朋友注意一下MSA手册中关于“线性”术语的介绍:
在第一章 A节 术语汇总中,“线性”包括3个解释:
- 在量具正常工作量程内的偏倚变化量
- 在多个独立的偏倚误差在量具工作量程内的关系
- 是测量系统的系统误差所构成
在附录“术语”部分,“线性”解释如下:
线性:量具在预期工作范围内偏倚的差值。换句话说,线性是多个且独立的偏倚误差在整个量具的工作行程内的相关性。
【注意】“工作量程”(如使用20、40、60、80、100mm构成预期工作范围20-100mm)与“标称量程”(如0-250mm-量具实际刻度)的不同;通常以实际的应用为准(即研究目标的范围≤标称量程),并非所有的测量点均进行分析(同时也是成本的考虑)。
了解“回归法”的概念
1. 线性研究的原理方法,通常是一元线性回归法。找几个比较有代表性的点进行偏倚分析,然后回归分析对各点的偏倚进行拟合形成一个 y=ax+b的一元回归方程(线性拟合 – 评价拟合优度r²);
2. 拟合优度r²(相关系数r的平方),是z值法的典型应用;
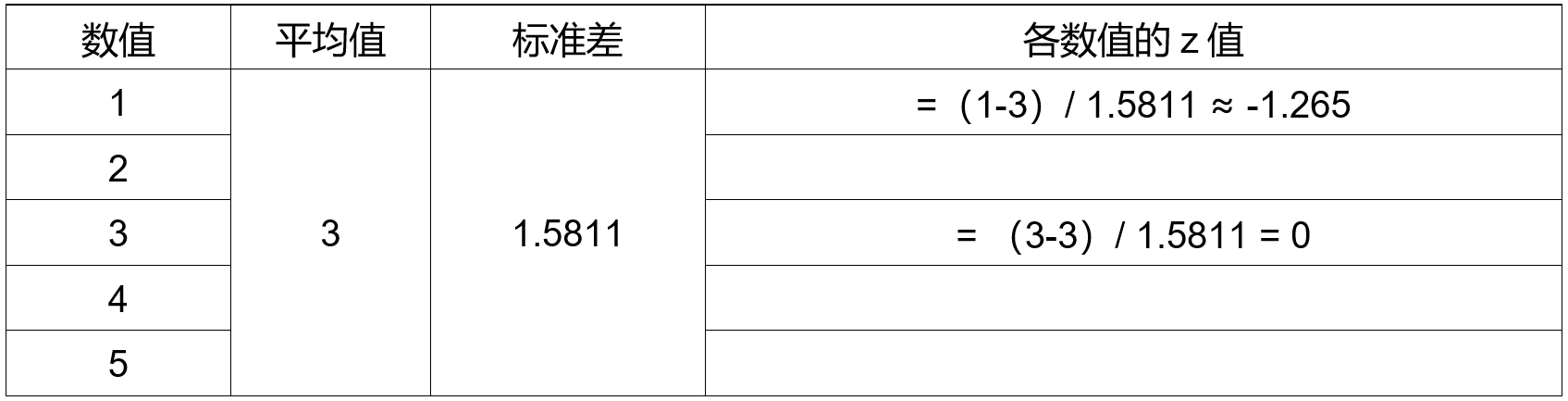
3. z值的意思是“测量个体和均值之间相差了几个标准差就是标准值,即z值。z值=(具体的数值减去均值)/这组数的标准差;
以示例来说明,假设以下几个自然数:
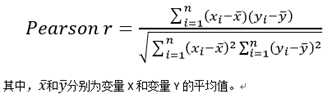
4. 相关系数(也称皮尔逊相关系数),是评价两个变量之间相关性强度的度量,基础公式为:
以“身高、体重”的示例来说明r的计算(拆解为z值计算过渡):
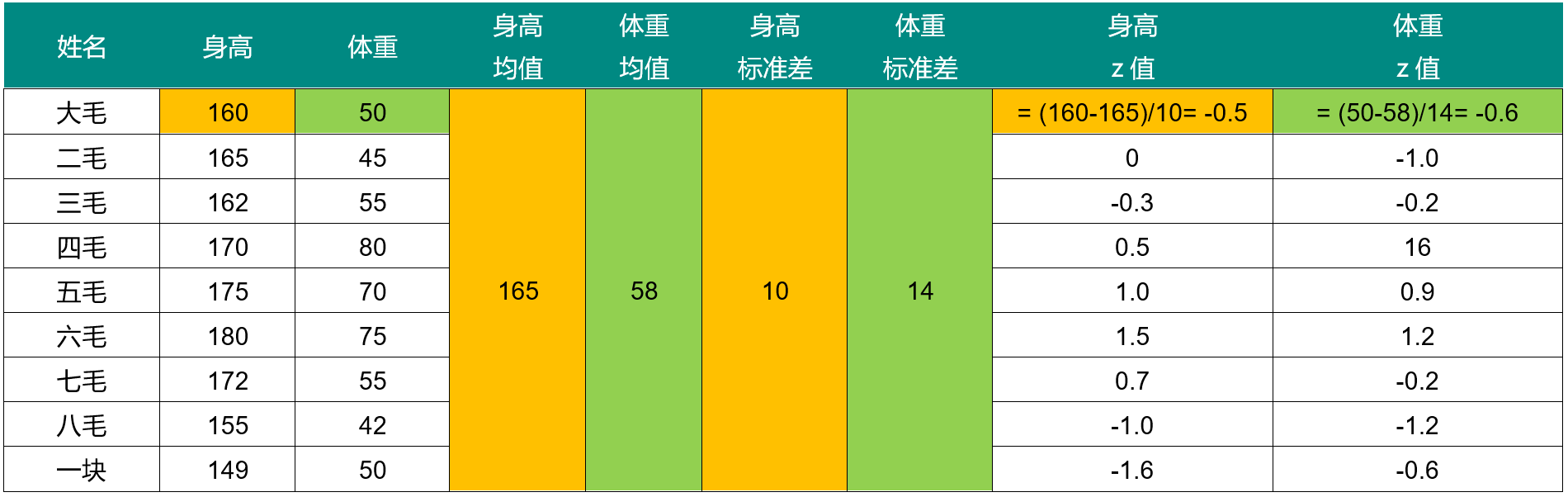
身高和体重之间的相关系数r=((-0.5×-0.6)+0×(-1.0) + (-0.3)×(-0.2)+ …+ (-1.6)×(-0.6)) /(9-1) =0.73972
5. 了解以上这些基础知识将为后续步骤的学习做铺垫。
线性研究的操作步骤
同其他方法一样,AIAG-MSA手册给出的指南仅是概括性介绍,将操作方法推给专业的统计软件,本文对线性研究过程起到辅助作用。
【步骤1】MSA计划
同偏倚研究一样,将研究对象纳入MSA计划,一系列的策划活动在此不多赘述。
【步骤2】选定样品/建立基准
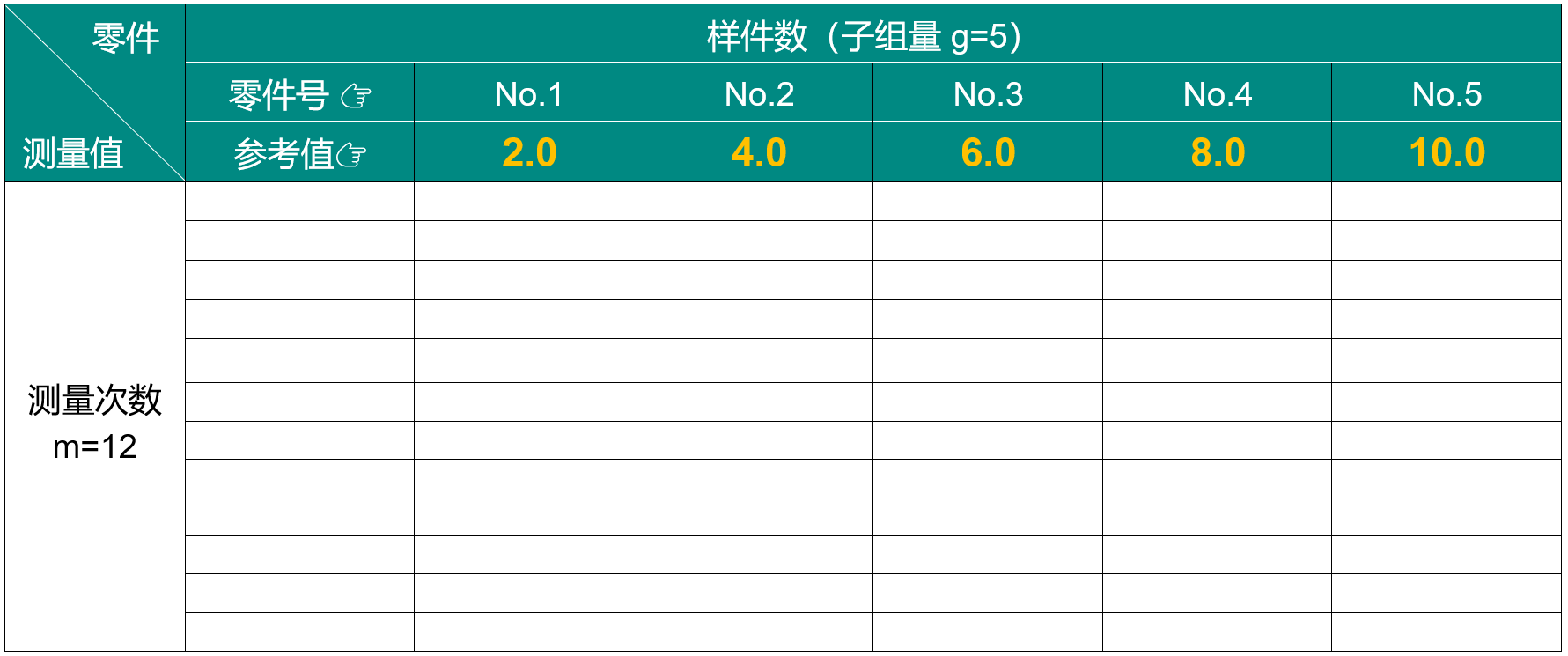
如指南中所述,存在过程变差,依据实际的量具使用范围,选择测量点:
- 识别和确定预期的工作范围
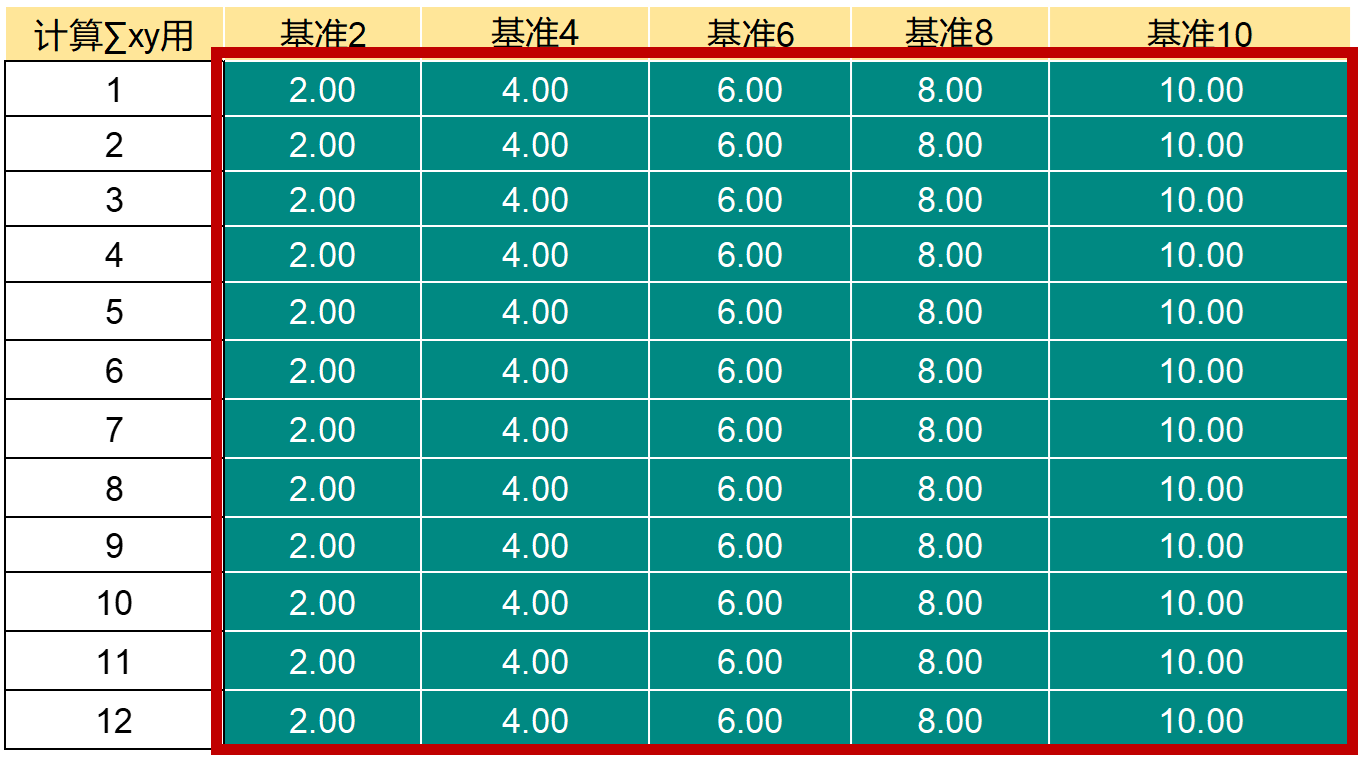
- 工程师选件,如2、4、6、8、10mm,即选定样件数为5个(用g表示)
- 对零件多次精密测量求平均值,填入下述表格相应栏目
备注:场景及数据是模拟的,仅为学习而设,可以以您自己的实际数据为准。
【步骤3】选定人员和设备
- 1名固定的操作工或检验员 即k=1;(如果有多名操作工/检验员使用该测量设备,就是多次分析)
- 他/她使用的卡尺(需经过常规校准)
【步骤4】测量、记录、初步计算
计量工程师在策划时,要求选定的人员对每个零件至少测量10次以上(用m表示),此处测量m=12次
- 操作工/检验员对每个零件的测量点进行测量,可以间隔一定的时间,比如每2分钟(计量工程师要注意:盲测)
- 每个件测量12次
- 数据填入表格

- 计算偏倚,如下:

偏倚值 = 测量值-基准值(这个概念始终要记得)
【步骤5】开始一系列复杂计算,建议使用Excel处理
- 该计算过程相对还是非常复杂的,要逐一摸索
- 为了呈现直观性,见下述表格

上述表格中蓝色的字体是Excel函数,在这里起到意想不到的作用(应当要掌握)。
计算过程需要特别的耐心。提示如下:
- 同样需要学习和了解假设检验(t检验)的知识
- 表中7第和8、11中yi代表每组的偏倚均值,xi表示每个基准值
- 表中第9项选择各组偏倚均值
- 第12项的计算,用SUMPRODUCT(偏倚数据区,基准值辅助区域),这样建立辅助区
- 第19项中,| a | 读作a的绝对值,函数是ABS(具体数值)
【步骤6】分析准备
分析前要做的准备:
- σ重复性与过程变差或公差进行比较,判断是否满足条件(即<10%满足条件,可以进行后续的分析),本例中就假设与过程变差进行比较。
1) 这里的σ重复性=S=0.23954
2) 用STDEV.P (原始测量值) 估算一下总体标准差=2.46≈2.5(很巧,跟手册差不多)
3) 进行比较 0.2395/2.5≈9.6% < 10%,满足条件,可以继续分析
- 构建一下方程 y = ax +b = - 0.13167*X + 0.73667(后续作线性拟合图添加线性趋势线,就应该得出同样的这个公式)
- 对各组偏倚的置信区间画出拟合图(得有个辅助数据区域,这样建立)

95%置信区间计算为:

成图如下:
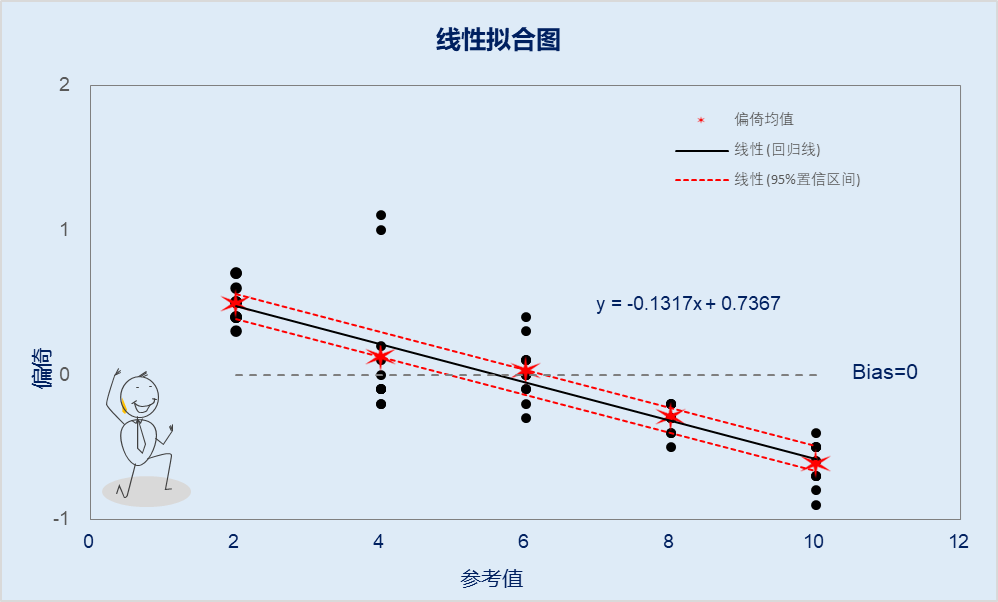
作图的技巧就不再说了(稍微美化一下,跟手册几乎一模一样)
【步骤7】分析和结论(图示与数值并重的分析结论)
- 线性拟合优度r²=71.4%(开平方后即相关系数,通常0.8~1认为是强相关,基本在边上了),并且对r²还有更多的专业解读,请查阅统计专业书籍进行补充;
- 根据图形,Bias=0参考线,没有被95%置信区间的两条线包含,认为还是存在线性误差的,特别是基准为4的测量点;
- 线性误差占比是一个评估指标,Linearity%=100*| a |,通常认为<10%是可接受的(此例中 Linearity% =13.167% 不能接受。
【步骤8】后续(改进如何做)
- 后续是否需要对该测量系统进行改进,就要具体问题具体分析了,不再过多解释,可参考手册中的说明(如调整测量系统或r²很优秀的情况下修正)
- 评价MS的任何特性均要考虑用途是什么
至此,线性的学习过程基本结束了。容我再啰嗦补充一下:
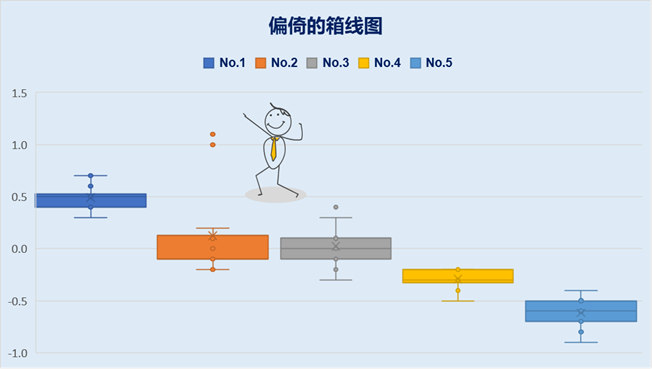
- 通常在对计量值的测量系统分析之前,要对采集的数据进行一下“离群值”的检验,因为其对MSA的结果产生重大影响。推荐方法可以是箱线图,以此为例进行说明:
做个数据辅助区域表:
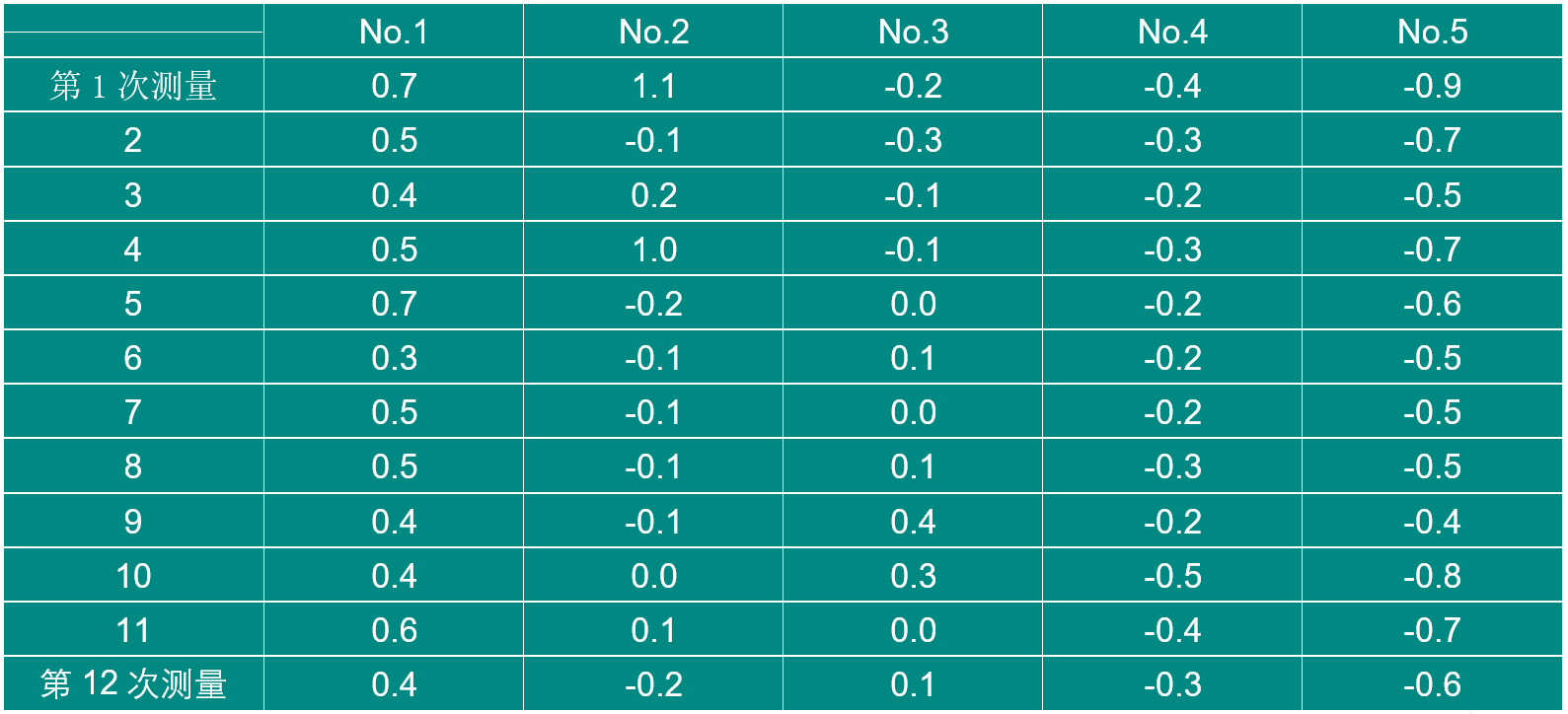
成图(跟手册也基本一模一样,同样需要作图的一些技巧,本文就不做描述了)
结束语
本文仅对“线性”分析的学习过程进行了分享,旨在对手册中指南的一个补充。从工具应用的角度,只要数据丢进Minitab,这些结果瞬间就能得到。以Excel为载体模拟MSA手册中指南的结果,只为在工具应用的角度上更进一步,了解一些背后的知识,如:
- 假设检验
- T检验
- Z检验
- 一元线性回归(相关系数、拟合优度)
测量系统分析需要具备计量、统计和数学、所在行业的知识,在枯燥的学习中寻找到一种适合的方法是非常不容易的。
至此,对于位置上的几个评估方法均做了简单的介绍,4篇文章是一个整体,希望能给您学习MSA基础知识带来一些帮助。
感谢阅读,期待与您更多的交流!
往期文章链接:
在线课程推荐: